CHARAKTERYZOWANIE
PROCESÓW POLIGRAFICZNYCH
Słowo technologia
jest używane w języku potocznym, codziennym. Pod pojęciem tym rozumiemy sposób
wykonania danego przedmiotu. Technologia jest dziedziną nauki wchodzącą w zakres
nauk technicznych. Jest nauką o sposobie wytwarzania danych przedmiotów w danej
dziedzinie techniki. Technologia poligrafii jest więc nauką o sposobie
wytwarzania produktów poligraficznych.
Produktami poligraficznymi są takie wytwory jak: książki, broszury, gazety, czasopisma, ulotki
reklamowe, zaproszenia, opakowania, itp. Wspólną cechą produktów
poligraficznych jest to, że są one zadrukowane odpowiednim tekstem i
ilustracjami. Inaczej są one nazywane „drukami". Druki uzyskuje się w
procesie drukowania. Dawniej zamiast słowa „poligrafia" używano słowa
„drukarstwo". Poligrafia jest słowem bardziej ogólnym, obejmuje bowiem nie
tylko drukowanie, ale wszystko co trzeba zrobić przed i po drukowaniu, aby
uzyskać gotowy produkt poligraficzny, to jest książkę, czasopismo, itd.
Technologię
poligraficzną można podzielić na oddzielne procesy zwane inaczej operacjami technologicznym,
a w skrócie operacjami. Wykonując operację po operacji, od pierwszej do
ostatniej, otrzymujemy z surowców (głównie papieru i farby) np. książkę lub
inne produkty poligraficzne. Operacje poligraficzne można podzielić na jeszcze
mniejsze części, tak zwane czynności.
Procesy poligraficzne są stosunkowo skomplikowane ze
względu na to, że ich poszczególne etapy różnią się bardzo od siebie. W każdym
z etapów stosowane są praktycznie inne technologie, maszyny, a nawet występują
odrębne zawody. Wszystkie te etapy połączone są jednak technologicznie, to
znaczy produkt by uzyskać ostateczną formę przechodzi zwykle kolejno przez
odpowiednie etapy produkcyjne.
Wydawniczo-poligraficzny proces produkcyjny
Przebieg
powstawania wyrobu poligraficznego można podzielić na dwie fazy:
przedprodukcyjną (Prepress) i produkcyjną (Press i Postpress). Faza przedprodukcyjna (przygotowawcza),
nazywana też technicznym przygotowaniem produkcji, dzieli się na część
przygotowawczą u klienta i część przygotowawczą w drukarni. W związku z tym, że
absolutna większość wyrobów poligraficznych produkowana jest na konkretne
zamówienie, powstawanie druku zaczyna się z klientem. Formułowane są tam
podstawowe cechy druku dotyczące struktury informacyjnej i fizycznej. Tak
powstaje projekt druku. Uogólniając, do operacji tych należą:
-
przygotowanie i
adiustacja redakcyjna oryginałów tekstowych i ilustracyjnych,
-
przygotowanie propozycji
konstrukcji druku i rozwiązania graficznego oprawy druku, ewentualnie jego
poszczególnych części, które może być uzupełnione szkicem (lub makietą)
stronicy, określającym rozmieszczenie na niej poszczególnych elementów,
-
opracowanie pozostałych
procesów technologicznych, związanych z przygotowaniem produkcji i produkcją.
W przypadku, gdy
realizacja zamówienia została przyjęta, następuje jego przygotowanie techniczne
w drukarni, redakcji, wydawnictwie, agencji reklamowej czy nawet u osoby prywatnej.
W trakcie przygotowania technologicznego określa się, w jaki konkretny sposób
zamówienie będzie realizowane. Oznacza to określenie kolejności operacji i
przypisanie im konkretnych maszyn i materiałów. Po przygotowaniu
technologicznym następuje przygotowanie procesu produkcji w zakresie
organizacji pracy i zaopatrzenia w materiały. Dla zdecydowanej większości
druków proces produkcji można podzielić na trzy podstawowe fazy produkcyjne:
-
przygotowanie do
drukowania w skład którego wchodzą: obróbka tekstu i grafiki, przygotowanie
form kopiowych i ewentualnie form drukowych. W przypadku technik cyfrowych
forma drukowa lub kopiowa może nie występować,
-
drukowanie
konwencjonalne lub cyfrowe oraz lakierowanie maszynowe,
-
procesy wykończeniowe,
do których zaliczamy obróbkę arkuszy, przygotowanie wkładów, przygotowanie
okładek, wykończeniowe procesy introligatorskie. Przygotowanie do drukowania (Prepress). W tej fazie następuje opracowanie zawartości
treści druku (tekst i
ilustracje) i doprowadzenie jej do postaci odpowiedniej dla drukowania
analogowego (tradycyjnego) lub cyfrowego, to znaczy do analogowej formy
drukowej lub jej cyfrowego odpowiednika.
Drukowanie
(Press). W tej fazie druk osiąga postać ostateczną z punktu widzenia
reprodukcji struktury informacyjnej. Podłoże drukowe w postaci arkuszy
(drukowanie arkuszowe) lub wstęgi (drukowanie zwojowe) wprowadzane jest do
maszyny drukującej, a w trakcie przechodzenia przez nią na jego powierzchni
powstaje odwzorowanie elementów drukujących za pomocą jednej lub wielu farb
drukarskich. W trakcie obróbki maszynowej podłoża drukowego wykonywane są i
inne czynności, np. lakierowanie, a w przypadku maszyn zwojowych cięcie,
złamywanie, zszywanie.
Procesy wykończeniowe (Postpress).
W tej fazie druk osiąga swoją ostateczną postać z punktu widzenia struktury
fizycznej. Wymogi końcowej obróbki poszczególnych rodzajów druków mogą być
różne. Istnieją druki (gazety, czasopisma), które nie wymagają żadnych prac
wykończeniowych, lub wykańczane są bezpośrednio w zwojowej maszynie drukującej
lub podłączonych do niej modułach. Niektóre druki wymagają minimalnych prac
wykończeniowych typu rozcinanie lub wykrawanie (teczki, karty, etykiety).
Produkty o skomplikowanej strukturze fizycznej - druki łączone (broszury,
książki) - wymagają wielu operacji introligatorskich oraz, o ile mają być
wykonane dostatecznie produktywnie i szybko, specjalnych urządzeń i linii
produkcyjnych, które zależnie od stopnia automatyzacji potrzebują mniejszej lub
większej liczby obsługujących je osób.
Klasyfikacja wydawnicza produktów poligraficznych
Obecnie stosuje
się dwie klasyfikacje produktów poligraficznych. Pierwsza z nich, to
klasyfikacja, w której za punkt wyjścia podziału przyjmuje charakter wydawniczy
danego wydania, a nie jego parametry techniczne. Jest to więc klasyfikacja
wydawnicza, a nie poligraficzna. Mimo to jest bardzo szeroko stosowana w
produkcji poligraficznej, choć dla większości działów poligrafii jest mało
przydatna, a często nawet zupełnie myląca. Nazywać j ą będziemy klasyfikacj ą wydawniczą produktów poligraficznych.
Druga
klasyfikacja - nowoczesna - opiera się o istotne cechy techniczne produktu
poligraficznego. Tym samym jest ściśle związana z technologią poligraficzną.
Będziemy ją nazywać klasyfikacją poligraficzną produktów.
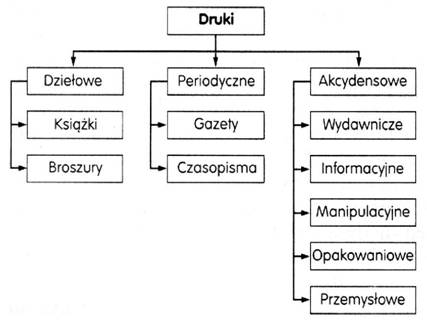
Podstawą
klasyfikacji wydawniczej produktów poligraficznych jest ogólny podział
produktów poligraficznych, zwanych ogólnie drukami, na trzy grupy:
-
druki periodyczne
(prasowe),
-
druki dziełowe,
-
druki akcydensowe.
|
Rys. 1. Schemat podziału wydawniczego produktów
poligraficznych |
Druki periodyczne,
które czasem nazywa się drukami prasowymi, ukazują się zawsze pod tym samym
tytułem, są numerowane i najczęściej opatrzone datą wydania. Mogą ukazywać się
w dnie określone z góry datami wydania lub też nieregularnie. Druki periodyczne
dzieli się na gazety i czasopisma. Różnica między gazetami i czasopismami jest,
według nowych tendencji definiowania tych pojęć, bardzo niejasna i nie mająca
nic wspólnego z charakterem technicznym tych druków. Mianowicie, proponuje się,
aby uznać, że gazety, druki periodyczne, zawierają informacje ogólne i bieżące,
natomiast czasopisma zawierają streszczenia lub omówienia informacji ogólnych
albo treści specjalistyczne. Jak więc z tego wynika nowe propozycje
definiowania tych pojęć są zupełnie ogólnikowe, niedokładne i nie mające nic
wspólnego z techniką poligraficzną. Dlatego też pozostaniemy przy starych
definicjach podziału, które są bardziej czytelne dla zwykłego czytelnika i
bardziej dokładne:
-
gazetą nazywa się druk
periodyczny ukazujący się nie mniej niż dwa razy w tygodniu (częściej niż raz w
tygodniu),
-
czasopismem nazywa się
druk periodyczny ukazujący się najwyżej raz w tygodniu lub nieregularnie.
Definicje gazety
i czasopisma nic nie mówią o formie, to jest konstrukcji druku. Zatem zarówno
gazeta, jak i czasopismo mogą mieć tę samą konstrukcję, ten sam wygląd. Pojęcia
te są więc zupełnie nieprzydatne w technologii poligraficznej.
Druki dziełowe, wg
klasyfikacji wydawniczej, dzielą się na książki i broszury. Pojęcie druków
dziełowych ma już trochę cech wspólnych z potrzebami podziału przydatnego w
technologii poligraficznej, gdyż druki dziełowe są zawsze oprawami, to znaczy
mają wkład i połączoną z nim oddzielnie wykonaną okładkę. Książka ma wkład z
więcej niż 48 stronicami, w broszurze natomiast stronic jest od 4 do 48
włącznie. Podział jest więc z punktu widzenia techniki poligraficznej zupełnie
nieistotny. Ponadto w definicji druków dziełowych jest wiele zastrzeżeń nie
mających nic wspólnego z techniką poligraficzną - dotyczą treści druków
dziełowych, ceny, sprzedaży itp. Reasumując, obecne definicje druków dziełowych
i ich podział na książki i broszury, zgodny z wytycznymi wydawniczymi, jest
nieprzydatny w technice poligraficznej. W skrócie można powiedzieć, że broszura
jest wydaniem nieperiodycznym o liczbie stronic 4-48 (nie licząc okładki) i
odpowiedniej treści. Książka jest tak samo definiowana, ale liczba stronic
wynosi więcej niż 48.
Wszystkie
pozostałe druki nie będące drukami periodycznymi i dziełowymi są nazywane drukami akcydensowymi.
Zgodnie z propozycjami wydawniczymi istnieje następujący podział druków
akcydensowych:
-
druki akcydensowe
wydawnicze, np. nuty, mapy, reprodukcje dzieł sztuki, prospekty i plakaty w
postaci druków luźnych o liczbie stronic nie większej niż cztery,
-
druki akcydensowe
informacyjne, np. katalogi, cenniki, spisy, rozkłady jazdy, instrukcje,
programy, zawiadomienia bez względu na postać i konstrukcję wydania,
-
druki akcydensowe
opakowaniowe w postaci arkusza lub zwoju, z którego zostanie wykonane
opakowanie lub jego część,
-
druki akcydensowe
manipulacyjne przeznaczone do wypełniania lub wykorzystania w czynnościach
urzędowych, handlowych i innych, np. papiery wartościowe, znaczki, bilety,
formularze, karty pocztowe,
-
druki akcydensowe
przemysłowe - druki w postaci umożliwiającej oznaczenie lub uszlachetnienie
wyrobu przemysłowego niepoligraficznego, np.
kalkomanie.
A więc podział
druków akcydensowych jest w większości przypadków niedokładny z punktu widzenia
techniki poligraficznej i przeważnie zupełnie nieprzydatny. Jako przykład
nieprzydatności tego rodzaju podziału w technice poligraficznej można podać, że
oprawa o danym formacie, konstrukcji, grubości, liczbie stronic, wielkości
nakładu, materiale zastosowanym do wykonania będzie na przykład:
-
czasopismem, to znaczy
drukiem periodycznym, gdy będą to przykładowo zeszyty naukowe jakiegoś
instytutu,
-
książką, to znaczy
drukiem dziełowym, gdy będzie to powieść,
-
drukiem akcydensowym,
np. informacyjnym, gdy będzie to cennik lub katalog. Poligrafa interesuje to,
że wszystkie te wydania mają jednakową postać, a więc są to
wydania równorzędne. Wydawca natomiast może twierdzić,
że dla niego są to wydania o różnym charakterze. Stosowanie takiego podziału w
technice poligraficznej można uznać za anachroniczne.
Klasyfikacja poligraficzna produktów poligraficznych
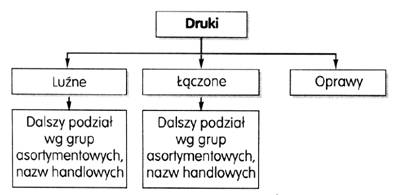 W technologii poligraficznej najbardziej istotna jest
konstrukcja danego produktu. Treść zawarta w wydaniu jest sprawą mniej ważną
lub zupełnie nieistotną dla technologa poligrafa. Z tego powodu podział
poligraficzny produktów poligraficznych powinien brać pod uwagę cechy
konstrukcyjne danych produktów. Postanowiono produkty poligraficzne podzielić
na trzy ogólne grupy: druki luźne, łączone i oprawy.
W technologii poligraficznej najbardziej istotna jest
konstrukcja danego produktu. Treść zawarta w wydaniu jest sprawą mniej ważną
lub zupełnie nieistotną dla technologa poligrafa. Z tego powodu podział
poligraficzny produktów poligraficznych powinien brać pod uwagę cechy
konstrukcyjne danych produktów. Postanowiono produkty poligraficzne podzielić
na trzy ogólne grupy: druki luźne, łączone i oprawy.
![]()
![]()
![]()
Najprostszym
produktem poligraficznym są druki
luźne. Drukiem luźnym nazywa się produkt poligraficzny składający się z
jednej części lub kilku nie połączonych między sobą. Jednak mogą istnieć
połączenia w obrębie jednego arkusza. Drukiem luźnym będzie więc np.
zadrukowana kartka stanowiącą ulotkę prospektową, zadrukowany arkusz papieru
stanowiący plakat. Są to najprostsze przykłady druków luźnych w postaci
arkuszowej. Bardziej skomplikowanymi drukami luźnymi będą np. ulotki
prospektowe czterostronicowe wykonane z jednego arkusza, aby po złamaniu w
połowie uzyskały wygląd wytworu czterostronicowego. Tego rodzaju drukiem luźnym
będzie też np. gazeta. Gazeta, np. „Życie Warszawy", składa się z kilku
arkuszy złożonych i włożonych jeden w drugi, bez połączeń między poszczególnymi
arkuszami. Drukami luźnymi są również w większości opakowania. Tak, np. torebka
papierowa wykonana z jednego arkusza druku odpowiednio zgiętego i sklejonego,
pudełko wykonane z odpowiednio wykrojonego papieru lub tektury i sklejonego będzie
drukiem luźnym. Produktem introligatorskim, będącym drukiem luźnym, może być
również zadrukowany zwój przeznaczony do dalszej przeróbki w innym, niepoligraficznym zakładzie produkcyjnym. Podane tu
przykłady nie wyczerpują absolutnie wszystkich rodzajów druków luźnych
występujących jako produkty introligatorskie. Druki luźne nie mają dalszego
ogólnego podziału. Dzieli się je już tylko na handlowe grupy asortymentowe
takie, jak np. plakaty, ulotki, torebki, pudełka, gazety, czasopisma, zwoje, w
zależności od formy i przeznaczenia danego druku luźnego.
Bardziej
skomplikowanymi wyrobami poligraficznymi niż druki luźne są druki łączone. Drukami
łączonymi nazywa się takie produkty poligraficzne, które składają się z dwóch
lub większej liczby arkuszy połączonych między sobą, stanowiących jakby jedną
całość, ale nie mających oddzielnie wykonanej okładki. Drukiem łączonym będzie
więc np. czasopismo, takie jak „Przekrój". Składa się ono z kilku arkuszy
odpowiednio złamanych i zszytych tak, że stanowi jedną całość, z tym jednak, że
nie ma oddzielnie wykonanej okładki. Rolę okładki spełnia zewnętrzny arkusz
czasopisma. Drukiem łączonym może być też opakowanie, na przykład torebka
wytworzona przez odpowiednie połączenie dwóch zadrukowanych arkuszy. Drukami
łączonymi mogą być również inne produkty poligraficzne. Druki łączone, podobnie
jak luźne, nie mają już dalszego ogólnego podziału. Dzieli się je na konkretne
grupy asortymentowe znajdujące się w handlu, np.: czasopisma, torebki, pudełka,
bloczki, itp.
Najbardziej skomplikowanymi produktami poligraficznymi
są oprawy. Oprawy
składają się z wielu kartek połączonych ze sobą oraz połączoną z nimi
oddzielnie wykonaną okładką. Oprawy mogą różnić się pod względem konstrukcji i
wyglądu. Jednak każdy produkt, który ma połączone ze sobą kartki oraz złączoną
z nimi oddzielnie wykonaną okładkę nazywa się oprawą. Oprawy stanowią bardzo
dużą grupę produktów poligraficznych. Ze względu na ich niejednokrotnie duży
stopień skomplikowania i różnorodność istnieje dalszy podział opraw.
Systemy miar stosowane w poligrafii
W poligrafii
możemy spotkać się z kilkoma systemami miar. Sytuacja ta wynika głównie ze
względów historycznych kształtowania się systemów miar na świecie. W warunkach
polskich możemy spotkać się z:
-
miarami typograficznymi,
-
miarami monotypowymi,
-
miarami metrycznymi.
Miary typograficzne
stosuje się głównie w procesach składania tekstu do oznaczenia wymiarów
liniowych. Są to miary (jednostki) powstałe dawniej, gdy nie było jeszcze
powszechnie dziś stosowanej metrycznej jednostki długości - metra. Nie są to
miary dziesiętne. W czasie, gdy powszechnie stosowaną jednostką długości stał
się metr, miary typograficzne były już tak rozpowszechnione, że zmiana ich była
praktycznie niemożliwa. Wiązałaby się z olbrzymimi kosztami nie tylko w
zakresie procesów składania tekstów, ale również drukowania. Obecnie miary
typograficzne stosuje się już tylko w procesach składania tekstów i dziedzinach
poligrafii związanych ze składaniem tekstów, choć i tam coraz rzadziej. Jednak
znajomość miar typograficznych jest koniecznością dla poligrafa. Podstawową
jednostką miar typograficznych jest punkt typograficzny (skrót p. lub A). W
przeliczeniu na miary metryczne: 1 punkt typograficzny = 0,376 mm (w
przybliżeniu). Jednostkami pochodnymi punktu typograficznego są: cycero (skrót
cyc.) i kwadrat (skrót kw. lub □). Cycero jest równe 12 punktom
typograficznym. Kwadrat jest równy 4 cycerom, tj. 48 punktom typograficznym. W
przeliczeniu na miary metryczne jednostki te są w przybliżeniu równe: 1 cycero
= 12 punktów typograficznych = 4,5 mm; 1 kwadrat = 4 cycera = 48 punktów
typograficznych = 18 mm.
W poligrafii
stosuje się też miary oparte na systemie angielskim, zwane w Polsce miarami
monotypowymi. Monotyp bowiem jest nazwą angielskiego urządzenia do maszynowego,
czcionkowego składania tekstów stosowanego w swego czasu w Polsce. Maszyna ta
pracowała w systemie miar monotypowych. Podstawową jednostką miar monotypowych
jest set. Większą jednostką od seta jest pica (czytaj pajka),
a mniejszą, jednostka stała. Miary te z uwagi na praktyczny brak monotypów oraz
system angielski spotykane są śladowo.
W innych dziedzinach
poligrafii niż skład tekstów stosuje się miary metryczne - czyli oparte na
podstawowej jednostce długości układu SI - metrze = 100 cm = 1000 mm. Istnieją też próby wprowadzenia miar metrycznych do
procesów składania tekstów. Umożliwia to komputeryzacja tych procesów. Prostymi
sposobami przybliżonego przeliczania miar typograficznych na metryczne i
odwrotnie są następujące wzory:
·
ilość punktów =
8/3 x ilość milimetrów
·
ilość milimetrów
= 3/8 x ilość punktów
Jest to sposób wystarczająco
dokładny do przeliczeń np. szerokości składu, wielkości pisma, interlinii, itp.
Przeliczenie miar z milimetrów na punkty wymaga jeszcze uporządkowania zapisu
czyli podania wyniku w kwadratach, cycerach i punktach na przykład: 12
kwadratów 3 cycera i 11 punktów.
2. Charakterystyka procesów
przygotowalni poligraficznej
Czynności, które w
poligrafii określa się ogólnie przygotowaniem do druku w istocie składają się z
wielu procesów technologicznych zmierzających do powstania form kopiowych lub
drukowych dla różnych technik drukowania. Ze względu na to, że rozwój
poligrafii w ostatnich 40 latach dotyczył w największej mierze sporządzania
form drukowych obok technologii tradycyjnych pojawiły się całkiem nowe
technologie, systemy i standardy. Efektem tej „rewolucji w przygotowalni
poligraficznej" jest m.in.:
-
praktyczny zanik składu
gorącego - zecerskiego, linotypowego, monotypowego, itp.,
-
praktyczny zanik
techniki drukowania typograficznego,
-
bardzo duże ograniczenie
zastosowania fotoreprodukcji,
-
„wyprowadzenie"
przygotowalni poligraficznej z drukarni do redakcji, wydawnictw, studiów
graficznych, itp..
Tym samym przestał w
praktyce istnieć tradycyjny podział na:
-
procesy wydawnicze,
-
procesy składania
tekstów,
-
procesy reprodukcyjne,
-
procesy montażu
ręcznego.
Na obecnym
poziomie rozwoju technologii wszystkie procesy poczynając od redakcji technicznej,
a kończąc na wytwarzaniu form kopiowych (Computer to Film) lub form drukowych
(Computer to Plate) noszą nazwę Przygotowania do
Drukowania lub Prepress. Do etapu tego zaliczyć można
również wszelkie czynności przygotowawcze prowadzące do wykonania wydruków
cyfrowych. Można więc dokonać nowego aktualnego podziału procesów zachodzących
w przygotowalni poligraficznej na:
· planowanie technologiczne i techniczne publikacji -
obejmujące wszelkie procesy organizacyjne, przygotowawcze oraz procesy wydawnicze,
· przygotowanie materiałów tekstowych - wszelkiego
rodzaju cyfrowe operacje obejmujące opracowanie, łamanie i formatowanie
tekstów,
· przygotowanie materiałów ilustracyjnych -
przetworzenie wszelkiego rodzaju oryginałów metodami tradycyjnymi (fotoreprodukcja)
lub współczesnymi cyfrowymi (skanowanie) pod kątem sporządzenia form kopiowych,
drukowych czy drukowania cyfrowego,
· wykonanie impozycji i proofingu
- wszelkie czynności prowadzące do makietowania użytków, odpowiedniego ich
rozmieszczenia, wykonania proofingu, korekty i
kontroli jakości,
· naświetlanie form kopiowych, drukowych lub wykonywanie
wydruków cyfrowych.
Planowanie technologiczne i techniczne publikacji
Faza planowania
technologicznego produkcji pomimo, że odbywa się jeszcze przed jej rozpoczęciem
ma kluczową rolę w procesie technologicznym, rzutuje bezpośrednio na jakość,
koszt wykonania, termin wykonania, itp.. Z tego powodu opracowanie
technologiczne produktu powierza się tylko doświadczonym poligrafom, których
wiedza i doświadczenie pozwalają na optymalne opracowanie procesu. Technolog
planując produkcję i sporządzając dokumentację technologiczną wykonuje m.in.
następujące czynności:
-
ustala parametry
produktu poligraficznego,
-
sporządza alternatywne
schematy technologiczne procesu wykonania wyrobu,
-
wybiera najbardziej
optymalny sposób wykonania wyrobu,
-
dobiera materiały do
produkcji wyrobu,
-
oblicza zapotrzebowanie
materiałowe,
-
określa technologię
sporządzenia form kopiowych oraz drukowych,
-
dobiera technikę
drukowania,
-
dobiera maszynę
drukującą,
-
dobiera maszyny
introligatorskie i wykończające druki,
-
szacuje czas produkcji
wyrobu,
-
dokonuje wstępnej i
końcowej kalkulacji.
Opracowany w ten
sposób ciąg technologiczny w postaci odpowiedniej dokumentacji (obecnie prawie
wyłącznie elektronicznej) trafia do produkcji i stanowi podstawę dalszych
procesów. Procesy wydawnicze mogą być wykonywane w różnych instytucjach.
Typowymi instytucjami zajmującymi się procesami wydawniczymi są instytucje
zwane wydawnictwami. Mogą to być też redakcje, agencje reklamowe, firmy
poligraficzne czy nawet pojedyncze osoby. W typowym wydawnictwie działają dwa
główne piony (działy), zwane redakcjami: redakcja merytoryczna i redakcja
techniczna.
Prace nad wydaniem danego dzieła rozpoczyna redakcja merytoryczna.
Pierwszym etapem prac jest zaplanowanie wydania danego dzieła. Redakcja
merytoryczna na podstawie danych z rynku księgarskiego bada potrzebę wydania
danego dzieła i jego opłacalność. Warunkiem istnienia wydawnictwa jest
uzyskiwanie odpowiedniego dochodu przez wydawanie dzieł, które przynoszą
wydawnictwu zysk. Czasem istnieje potrzeba wydania dzieła bardzo potrzebnego,
ale nie dochodowego, np. niektóre podręczniki szkolne. Wtedy musi znaleźć się
instytucja, która pokryje straty wydawnictwa (np. Ministerstwo Edukacji
Narodowej dla podręczników). Są przypadki, gdy wydawnictwo celowo wydaje dzieło
niedochodowe, np. gdy chce wypromować autora, którego dzieła w przyszłości będą
przynosić zyski. Pierwszą pracą redakcji merytorycznej po decyzji wydania
dzieła jest znalezienie autora, który mógłby dane dzieło opracować. Po
znalezieniu autora wydawnictwo prosi autora o opracowanie konspektu dzieła
zawierającego spis zagadnień, jakie będą w nim zawarte. Często w wydawnictwie
brak jest pracowników znających się na zagadnieniach, które mają być tematem
dzieła. Dlatego konspekt jest oceniany przez specjalistów z danej dziedziny i
ostatecznie jest uzgadniana treść i zawartość konspektu. Konspekt jest krótkim
omówieniem zawartości przyszłego dzieła. Następnie wydawnictwo zawiera z
autorem umowę wydawniczą i autor może rozpocząć opracowanie dzieła. Po
opracowaniu autor dostarcza tekst dzieła w postaci tzw. maszynopisu
autorskiego.
Na przestrzeni
ostatnich 40 lat procesy związane ze składem i obróbką tekstu przeszły kilka
etapów zmian technologicznych, które całkowicie zmieniły technologię składu.
Historycznie technikę składania tekstów można podzielić w następujący sposób:
·
składanie ręczne
- skład zecerski,
·
składanie
maszynowe - monotypowe, linotypowe, mieszane,
·
fotoskład - I,
II, III oraz IV generacji,
·
składanie
komputerowe - systemy DTP,
·
procesy
przygotowawcze oparte na cyfrowych systemach przepływu prac workflow
w standardzie CIP3 i CIP4.
Należy jednak pamiętać,
że na obecnym poziomie rozwoju technologii poligraficznej liczy się praktyczne
tylko skład komputerowy, będący częścią systemu DTP, a patrząc szerzej systemów
przepływu prac workflow i standardu CIP4. Pozostałe,
wcześniejsze technologie stały się technologiami o charakterze historycznym.
Komputery oferują nam najcenniejsze
usługi przy opracowywaniu informacji. Tekst, jak podaje słownik, jest to treść
słowna jakiejkolwiek wypowiedzi ustnej lub pisemnej. Możemy go zapisać w
komputerze za pomocą klawiatury. Komputer przekazuje nam tekst za pośrednictwem
ekranu, potrafi go wydrukować na drukarce, ewentualnie może nam go
„powiedzieć". Obecnie już wiele osób nie potrafi wyobrazić sobie pracy z
tekstem bez komputera. Dlaczego właśnie termin „składanie komputerowe"?
Ponieważ obecnie przy opracowywaniu publikacji od samego początku wykorzystuje
się komputery, zanika forma tzw. maszynopisu, pisanego na maszynie do pisania.
Całkowicie są wstanie go zastąpić komputery z drukarkami. Praktycznie już sam
autor utworu staje się składaczem, a swoją publikację dostarcza na nośniku z
dołączonym wydrukiem tekstu na wypadek korekty. Obróbka ilustracyjnej części
publikacji (skanowanie, retusz, montaż cyfrowy) także przebiega przy użyciu
komputera. W następnej fazie tekst razem z rysunkami trzeba uformować w kształt
stronic. Tu znowu przychodzi kolej na komputer i operator z jego pomocą
przygotowuje wygląd stronicy. Obecnie pracę zecera i retuszera przejmuje
grafik. Praktycznie jedna osoba może przygotować wzorzec publikacji. Musi mieć
jednak opanowane nie tylko zasady typografii i ortografii, ale także cyfrową
obróbkę i wykończenie rysunków, reguły łamania stronic, powinna posiadać
wyczucie estetyczne, znajomość technologii poligraficznych itp. Program, który
umożliwia składanie i obróbkę tekstu, nazywany jest edytorem tekstu. Natomiast
program do łamania publikacji umożliwia nam utworzenie bardziej skomplikowanych
kompozycji składających się z tekstu i ilustracji oraz posiada więcej
zaawansowanych funkcji. Komputery, edytory tekstu i programy graficzne do
łamania zmieniły tradycyjną technologię przygotowywania gazet, czasopism i
książek. Z kombinacji nowoczesnego wyposażenia technicznego (wydajny komputer,
drukarka laserowa, skaner) i oprogramowania (program do łamania, program
graficzny do obróbki obrazu) powstają systemy DeskTop
Publishing (DTP) i pozostałe systemy oraz standardy,
przeznaczone do działalności wydawniczej. Edytory tekstu należą do najbardziej
popularnych aplikacji komputerów osobistych. Można za ich pomocą tworzyć
stronice, uzupełniane wykresami i rysunkami. Mimo szerokiego zestawu funkcji
zawartych w edytorach tekstu, trudno za ich pomocą złamać skomplikowaną
stronicę i brakuje im też wielu funkcji, które wykorzystują programy do łamania
Oryginały i ich charakterystyka
Oryginał w
poligrafii jest elementem wyjściowym dla procesu reprodukcji. Istnieją różne
rodzaje oryginałów, a zadaniem reprodukcji poligraficznej jest dostosowanie
oryginałów o różnych właściwościach do formy umożliwiającej ich reprodukcję.
Obok klasycznych analogowych oryginałów coraz częściej wykorzystuje się także
oryginały cyfrowe, tj. obrazy sporządzone bezpośrednio w formie cyfrowej (np.
przy użyciu aparatów cyfrowych). Oryginały klasyfikuje się według czterech
podstawowych kryteriów klasyfikacyjnych:
· Według charakteru obrazu rozróżnia się oryginały
jedno- lub wielotonalne. W oryginałach jednotonalnych obraz tworzą linie,
punkty lub inne figury, często nieregularne. Są to rysunki pełnymi liniami lub
pełnymi powierzchniami z reguły na białym podłożu. W obrazie rozróżnia się
podłoże (zazwyczaj białe) i rysunek (zazwyczaj czarny). Oryginały wielotonalne
zawierają szerszą paletę odcieni różnej jasności od tonów najciemniejszych
(nazywa się je cieniami) przez tony 3/4 (75%), półtony (50%), ćwierćtony (25%),
po tony najjaśniejsze (światła). W przypadku fotografii czarno-białej skalę tę
reprezentują tony czarne, ciemnoszare, szare, jasnoszare i białe.
· Według sposobu obserwacji oryginały dzieli się na
nieprzezroczyste (refleksyjne) i przezroczyste (transparentne). Oryginał
refleksyjny obserwuje się w świetle odbitym. Jest to obraz na nieprzezroczystym
podłożu, np. fotografia, malowidło czy rysunek na papierze. Transparentny
oryginał obserwowany jest w świetle przechodzącym. Jest to obraz na podłożu przezroczystym,
np. diapozytyw.
· Według barwności oryginały dzieli się na jednobarwne i
wielobarwne. W oryginale jednobarwnym rozróżnia się tylko barwę podłoża i barwę
farby, wielobarwny oryginał zawiera odcienie wielu barw. W wielobarwnych
oryginałach obrazu można zaobserwować nawet parę milionów barw.
· Według przekazywania tonów rozróżnia się oryginały
pozytywowe, które mają proste przekazywanie tonów, oraz oryginały negatywowe, w
których przekaz tonów jest odwrotny.
Reprodukcja klasyczna i elektroniczna
Teoretycznie w
poligrafii istnieją dwa systemy reprodukcji: reprodukcja fotograficzna (klasyczna) oraz elektroniczna.
Ten drugi sposób jest w obecnej chwili zdecydowanie dominujący, fotoreprodukcja
stosowana jest sporadycznie.
Reprodukcja fotograficzna - oparta jest na wykorzystaniu urządzeń takich jak: aparat
fotoreprodukcyjny, powiększalnik reprodukcyjny, kopiarka stykowa, itp.
Uzupełnieniem tych urządzeń jest proces obróbki fotograficznej, w skład którego
wchodzą: wywoływanie, płukanie, utrwalanie, płukanie końcowe, suszenie.
Dopełnieniem tych operacji jest retusz ręczny lub fotomechaniczny. Produktem
końcowym fotoreprodukcji są elementy formy kopiowej o charakterze negatywowym
lub diapozytywowym. Mogą być one w zależności od potrzeb zrastrowane
lub nie, mogą również przybierać postać wyciągów barwnych. Tego typu
półprodukty są łączone z innymi elementami formy kopiowej (np. tekstowymi) w
procesach montażu klasycznego.
Reprodukcja
elektroniczna - to technologia oparta na zastosowaniu
wszelkiego rodzaju skanerów poligraficznych. Zadaniem skanera jest
przetworzenie obrazu w formę cyfrową (digitalizacja) oraz przekazanie takiego
obrazu do systemu DTP. Skanery obecnie nie występują praktycznie jako
samodzielne urządzenia. Kolejne operacje technologiczne - wszelkiego rodzaju
obróbka - wykonywane są w systemie DTP. Zreprodukowane w sposób cyfrowy
oryginały łączone są z innymi elementami publikacji za pomocą zaawansowanych
programów poligraficznych. W ten sposób powstają makiety elektroniczne (layouty), montaże elektroniczne oraz gotowe formy kopiowe
lub drukowe. Również w tej technologii zachodzi etap obróbki chemicznej filmów
„na mokro", z tym że w większości przypadków jest o realizowany za pomocą
nowoczesnych wywoływarek automatycznych.
We współczesnej
przygotowalni poligraficznej system DTP obejmuje całokształt prac związanych z
cyfrowym przygotowaniem materiałów do opublikowania zarówno w postaci
drukowanej, jak i cyfrowej Jednakże stanowi on zaledwie część szeroko
pojmowanych technologii cyfrowych stosowanych w poligrafii. Należą do nich:
systemy przepływu prac (workflows), fonty, systemy
reprodukcji barw (CMS), przygotowanie Postscriptów lub PDF-ów do naświetlania
form CtF lub CtP. Gwałtowny
rozwój nowoczesnych metod przygotowania do druku oraz samego drukowania
(konwencjonalnego oraz cyfrowego) doprowadził do wielu zmian w poligrafii,
która staje się coraz bardziej uzależniona od komputerów. Współczesny operator
DTP może wykonywać wszystkie prace bez potrzeby opuszczania stanowiska,
otrzymując gotowy wyrób o jakości nie możliwej do osiągnięcia w konwencjonalnym
procesie.
Współcześnie firmy
poligraficzne zaczynają powszechnie stosować:
-
cyfrowe systemy
przepływu prac (workflow),
-
wszechstronne systemy
przetwarzania plików (puzzle flow),
-
systemy sterowania
zamówieniami (key-job),
-
oprogramowanie
impozycyjne do zarządzania plikami PDF (PdfOrganizer),
-
systemy sterowania
drukarnią,
-
systemy kontaktu z
klientem,
-
systemy archiwizacji
danych poligraficznych,
-
inne systemy zgodne ze
standardem CIP3 lub CIP4.
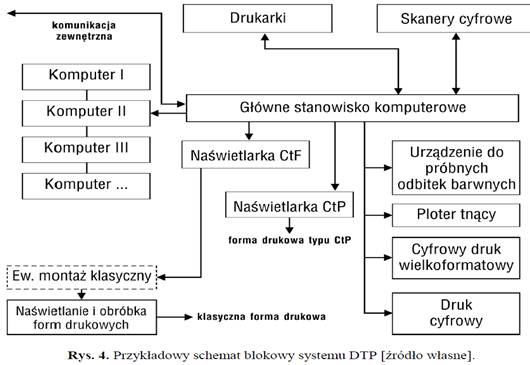
Klasyczny system
DTP składa się z odpowiednio oprogramowanych komputerów oraz współpracujących z
nimi urządzeń peryferyjnych. Nazwa DTP pochodzi od skrótu angielskich słów
(Desktop Publishing). Polska nazwa techniczna to zautomatyzowane systemy składu
i reprodukcji poligraficznej. Ze względu na praktycznie brak ograniczeń
technologicznych we współpracy trudno mówić o określonej ilości stanowisk
komputerowych. Zespoły autorsko-redakcyjne, wydawnictwa, agencje reklamowe czy
operatorzy DTP mogą bez problemów kontaktować się i wymieniać dane, półprodukty
i produkty w czasie rzeczywistym. W skład maszyn i urządzeń wchodzących w skład
systemu DTP wchodzą:
-
komputery wraz ze
specjalistycznym oprogramowaniem,
-
skanery cyfrowe,
-
drukarki,
-
urządzenia proofingowe,
-
naświetlarki CtF, CtP lub CtCP,
-
profesjonalne cyfrowe
aparaty cyfrowe,
-
inne urządzenia w
zależności od przeznaczenia systemu (np. ploter tnący, specjalistyczne
urządzenia do druku cyfrowego, itp.).
System DTP posiada pełne
możliwości w zakresie przygotowania publikacji do druku, można przy jego pomocy
wykonać następujące operacje i czynności technologiczne:
·
operacje
przygotowawcze związane z redakcją techniczną,
·
składanie
komputerowe tekstów,
·
łamanie tekstów,
·
reprodukcja
elektroniczna,
·
korekta i obróbka
zeskanowanych oryginałów,
·
łamanie i
makietowanie stronic,
·
korekta
merytoryczna, typograficzna oraz graficzna,
·
wykonanie
cyfrowych odbitek proof,
·
montaż
elektroniczny - impozycja,
·
przygotowanie do naświetlania,
·
wykonywanie form
kopiowych CtF,
·
wykonanie
analogowych odbitek proof,
·
wykonanie form
drukowych typu CtP,
· drukowanie cyfrowe (w tym wielkoformatowe).
Cyfrowe systemy przepływu prac
Cyfrowy system przepływu prac (workflow)
w przypadku Prepress jest szczególnie narażony na
występowanie błędów, gdyż w niewielkich odstępach czasu ma miejsce szybka
wymiana danych pomiędzy wieloma, często ze sobą w ogóle nieskoordynowanymi
urządzeniami i systemami. Cyfrowy przepływ prac jest procedurą przetwarzania danych,
w wyniku której uzyskuje się wymaganą postać dokumentów elektronicznych bądź
drukowanych. W celu ujednolicenia standardów, także w Prepress,
stworzono system CIP3, a później CIP4. W cyfrowym przepływie prac można
wyróżnić dwie zasadnicze fazy: wejście i wyjście. Pomimo że wszystkie części
tego złożonego procesu (począwszy od wejścia, a skończywszy na wyjściu) są
nadzorowane przez odpowiednie systemy i osoby, to jednak rezultat drukowania
obrazuje niedoskonałości stosowanych obecnie rozwiązań. Z punku widzenia
cyfrowego przepływu prac o wejściu mówi się wtedy, kiedy dane tekstowe i zdigitalizowane obrazy są przyjmowane do reprodukcji, zaś o
wyjściu - gdy gotowa publikacja jest kierowana np. na naświetlarkę lub od razu
na cyfrową maszynę drukarską (w przypadku techniki computer-to-print).
Ze względu na fakt, iż cyfrowy przepływ prac jest praktycznie niezauważalny,
wielu wydawców lekceważy jego przebieg, bezpośrednio przyczyniając się do
powstania konfliktów w następnych etapach produkcji drukarskiej. Dzięki
odpowiednim narzędziom, pozwalającym na wykorzystywanie możliwości plików PDF w
takim stopniu, jak konkurencyjnych formatów zapisu danych na potrzeby
publikowania, cyfrowy przepływ prac staje się bardziej niezawodny i wielodostępowy, gdyż mogą w nim brać teraz udział wszyscy,
łącząc się poprzez Internet. Rozszerzenie opcji formatu PDF jest zgodne z
nowymi trendami w sektorze prepress, zgodnie z
którymi w niedługim czasie stanie się on w pełni ponadplatformowym
standardem wymiany danych. Nowe rozwiązania pozwalają znacząco przyspieszyć
pracę w przygotowalni, dostarczając szeregu innowacji, w tym impozycji PDF i
automatyzacji systemów wytwórczych.
Wynikiem
przygotowania do drukowania są wyciągi poszczególnych barw składowych uzyskane
w formie materialnej lub cyfrowej. Wstępna kontrola obrazu podczas obróbki
przeprowadzana jest na ekranie monitora. Jeżeli monitor jest odpowiednio
skalibrowany, widzimy na nim, w przybliżeniu, wynik procesu drukowania. Wymóg
wiernej symulacji druku doprowadził do powstania technik, które ogólnie
nazywamy wykonywaniem odbitek próbnych (proof). Podstawowym zadaniem odbitek
próbnych jest otrzymanie, jeszcze przed przygotowaniem formy drukowej i
rozpoczęciem procesu drukowania, obrazu, który będzie jak najdokładniej
odpowiadał odbitkom nakładowym. Odbitka próbna umożliwia kompleksową kontrolę
barw. Odbitki próbne rastrowe umożliwiają ujawnianie ewentualnych efektów mory.
Celem odbitek próbnych jest zapobieganie ewentualnym stratom wynikającym z
przygotowania form drukowych i maszyny drukującej dla źle przygotowanej,
niesprawdzonej pracy. Odbitka próbna spełnia funkcję odbitki kontraktowej, jest
również pomocna przy wstępnej regulacji maszyny drukującej przed procesem
drukowania. W praktyce zazwyczaj nie wykonuje się odbitek próbnych każdej
strony druku barwnego. Głównym powodem jest ich stosunkowo wysoka cena i
przedłużanie czasu koniecznego do przygotowania zamówienia. Odbitki próbne
wykonywane są głównie przy drukach, gdzie rola barwy jest bardzo ważna, np.
przy drukowaniu reklam, katalogów wyrobów, wzorów kolorów, reprodukcji dzieł
sztuki lub tylko dla konkretnych ilustracji w publikacji. Obecnie
wykorzystywane techniki wykonywania odbitek próbnych można podzielić na trzy
grupy: klasyczne odbitki próbne z form drukowych w maszynach do wykonywania
odbitek próbnych, fotochemiczne odbitki próbne z form kopiowych, cyfrowe
odbitki próbne (nazywane także bez filmowymi odbitkami próbnymi).
· Klasyczna
odbitka próbna - jest najstarszą techniką
wykonywania odbitek próbnych. Z form kopiowych przygotowuje się formy drukowe,
które następnie wykorzystywane są w procesie drukowania. W offsetowych
maszynach arkuszowych do odbitek próbnych wykorzystuje się specjalnie
przygotowane farby drukarskie i papier przeznaczony do druku nakładowego.
Jeżeli do odbitek próbnych wykorzystać farby drukarskie, które wykorzystuje się
do drukowania w nakładowych maszynach drukujących, to otrzyma się odbitki
próbne znacznie różniące się od wydruków nakładowych. Spowodowane jest to
przede wszystkim innymi warunkami przekazywania farby drukarskiej i inną
wielkością przyrostu tonalnych wartości rastrowych. Znaczne różnice byłyby
zauważalne także w zabarwieniu pełnych zadrukowanych powierzchni (apli). Dlatego koryguje się warunki przygotowania odbitek
próbnych. Zaletą tego sposobu przygotowywania odbitek próbnych jest
stuprocentowa kontrola filmów, form kopiowych oraz form drukowych, a także
dobra zgodność barw z drukiem nakładowym. Ważną zaletą jest również możliwość
uzyskania kilku egzemplarzy odbitek próbnych w jednej cenie. Główne wady to
czasochłonność przygotowania odbitki próbnej oraz jej stosunkowo wysoka cena.
· Fotochemiczne
odbitki próbne - otrzymuje się metodą
fotochemiczną z form kopiowych bez konieczności przygotowania form drukowych.
Wykorzystuje się światłoczułe warstwy, które zmieniają swoje właściwości w
wyniku naświetlania promieniowaniem UV. Do dyspozycji są systemy wytwarzania
odbitek próbnych dwojakiego rodzaju. Pierwsze pracują na zasadzie zmiany
kleistości naświetlonych miejsc warstwy światłoczułej. W naświetlonych
miejscach warstwa światłoczuła traci swą kleistość, zaś na miejsca kleiste
mechanicznie nanosi się barwne proszkowe pigmenty farby, odpowiadające
naświetlanemu wyciągowi, Czynność tę powtarza się dla wszystkich
wykorzystywanych kolorów. Drugi rodzaj fotochemicznych systemów przygotowania
odbitek próbnych działa w oparciu o zmianę przyczepności naświetlanych miejsc
na podłożu laminowanej barwnej folii. W przypadku odbitek próbnych z
pozytywowych form kopiowych na filmie w miejscach naświetlonych folia traci
kleistość lub zmienia swoje właściwości tak, że można ją z łatwością
mechanicznie lub chemicznie usunąć (wywołanie, usunięcie mechaniczne). Czynność
powtarza się dla wszystkich wykorzystywanych wyciągów barw. Stosowane warstwy
lub pigmenty zabarwieniem i nasyceniem odpowiadają barwom, które są
wykorzystywane w procesie drukowania. Wzrost wartości tonalnej punktów rastra
osiąga się poprzez ich pozorny przyrost optyczny. Przyrost ten osiągany jest dzięki
parametrom podłoża lub kombinacji warstw kolorów i podłoży.
· Cyfrowe odbitki próbne - przygotowuje się je z
wyciągów barw zapisanych w formie cyfrowej, bezpośrednio w urządzeniach
wyjściowych bez wykorzystania form kopiowych na filmach. Z tego względu ich
znaczenie wzrasta wraz z wprowadzaniem technologii naświetlania płyt drukowych
w naświetlarkach (CtP) lub maszynach drukujących
cyfrowych. Podstawowe technologie cyfrowych systemów przygotowania odbitek
próbnych to metody elektrofotograficzne, metody natryskiwania atramentu, termotransferowe, termosublimacyjne
i laserowe. W cyfrowych systemach odbitek próbnych symulacj
ę wzrostu wartości tonalnych podczas drukowania osiąga się za pomocą
programowego przygotowania danych cyfrowych. Wszystkie te urządzenia obsługują PostScript. Lepsze jakościowo urządzenia wyposażone są w
zewnętrzny RIP, który umożliwia symulację różnych technik drukowania i
wielkości przyrostu punktu rastrowego w procesie drukowania, barwy i rodzaju
papieru, itp.. Niektóre cyfrowe systemy odbitek próbnych umożliwiają nawet
zadruk na papierach nakładowych.
3. Charakteryzowanie procesów drukarskich
|
Rys. 5. Schemat podziału form do drukowania wypukłego: T -
formy typograficzne, F - Formy fleksograficzne, TO
- formy typooffsetowe |
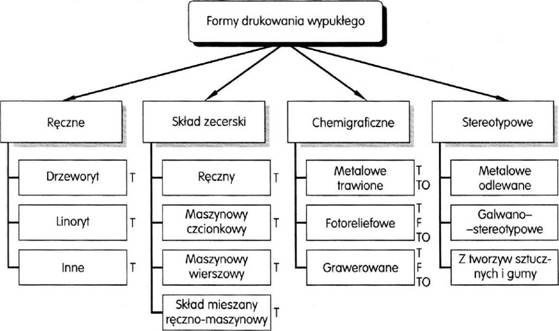
Wypukłe formy drukowe to
najogólniej mówiąc takie, w których miejsca przyjmujące farbę (drukujące) są
wypukłe, a miejsca niedrukujące nie przyjmują farby ponieważ znajdują się
poniżej powierzchni styku wałka nadającego z formą. Wypukłe formy drukowe
stosowane są w kilku technikach drukowania m.in. typografii, fleksografii oraz
typooffsecie.
Najstarsza
historycznie i praktycznie nie stosowana obecnie forma drukowa to tzw. skład
gorący - metalowy. Technologia otrzymywania form drukowych w postaci składu
gorącego metalowego jest technologią mechaniczną, gdyż do uzyskania elementów
tego składu jest konieczne wywarcie nacisku na roztopiony stop drukarski
podczas odlewania. Do produkcji form drukowych „gorących" stosowało się
technologie tradycyjne, do których należą: skład zecerski, skład monotypowy,
skład linotypowy oraz skład mieszany. Składy metalowe nie mogą być stosowane w
drukowaniu fleksograficznym, gdyż stopy drukarskie są
twarde i nieelastyczne. Nie mogą być też stosowane w drukowaniu typooffsetowym, gdyż obraz na składzie metalowym jest lewoczytelny, a do drukowania typooffsetowego
potrzebna jest forma prawoczytelna.
Procesami
chemigraficznymi nazywano początkowo wykonywanie metalowych form wypukłych
przez trawienie. Później, w miarę powstawania nowych technologii, zakres
procesów chemigraficznych zwiększał się. Obecnie procesami chemigraficznymi
nazywa się wszystkie technologie fotomechaniczne wykonywania form wypukłodrukowych. Mogą one być stosowane zarówno do
drukowania typograficznego, jak i typooffsetowego, a
w przypadku zastosowania materiałów miękkich i elastycznych również do
drukowania fleksograficznego. Dominująca i realnie
stosowana obecnie technologia wykonywania form drukowych wypukłych to
wykonywanie form polimerowych miękkich i twardych.
Technologia ta pozwala na zastosowanie przygotowalni
poligraficznej opartej na DTP.
Procesami
stereotypowymi nazywa się procesy wykonania duplikatów form wypukłodrukowych.
Trzeba do tego celu mieć już oryginalną formę drukową. W procesach
stereotypowych można zmienić materiał formy drukowej oraz jej kształt. Procesy
stereotypowe są typowymi technologiami mechanicznymi. Metodą tą można uzyskać
formy do drukowania typograficznego i typooffsetowego,
a w przypadku zastosowania materiałów miękkich i elastycznych również fleksograficznego.
Formy drukowe ręczne wykonuje się przez ręczne
grawerowanie odpowiednich materiałów. Jest to technologia stojąca na pograniczu
przemysłu i sztuk artystycznych.
Jest to rodzaj
form drukowych, które mają płaską powierzchnię, a proces przenoszenia farby na
podłoże dokonuje się na zasadzie zjawisk fizykochemicznych. Selektywność przekazu
farby w drukowaniu offsetowym polega na zwilżaniu roztworem zwilżającym tylko
elementów niedrukujących, a farbą drukarską tylko elementów drukujących.
Odpowiednie zwilżanie osiąga się poprzez różne właściwości powierzchni
drukujących (oleofilowych - przyjmujących farbę
drukarską) i niedrukujących (hydrofilowych - przyjmujących roztwór zwilżający)
oraz odmienne właściwości farby i roztworu zwilżającego.
Ponieważ technika
offsetowa ma bardzo różne zastosowanie z punktu widzenia wielkości nakładów, formatów,
kolorystyki druku i wymogów jakościowych, istnieją także różne techniki
przygotowania formy drukowej. Offsetowe formy drukowe mają postać cienkich płyt
lub folii, które mocuje się na cylindrze formowym. Na podłożu nośnym znajdują
się elementy drukujące i niedrukujące. Elementem niedrukującym jest często
powierzchnia samego podłoża nośnego. Istnieje kilka kryteriów podziału form
offsetowych. Najistotniejsze to:
-
pod względem rodzaju
podłoża - jednolite i wielometalowe,
-
pod względem technologii
drukowania - do form zwilżanych i do offsetu bezwodnego,
-
pod względem sposobu
produkcji - płyty CtF i CtP
(procesowe i bezprocesowe).
Powierzchnia
formy drukowej wklęsłej musi być gładka, aby nóż zgarniający, ślizgając się po
niej, zebrał z niej całkowicie farbę. Nóż zgarniający jest wykonany z cienkiej,
giętkiej taśmy stalowej, która naciska na powierzchnię formy. Wobec tego, gdyby
wklęsłe powierzchnie drukujące były duże, zagłębiłby się on w nie, wybrałby
farbę i drukowanie nie nastąpiłoby. Dlatego w drukowaniu wklęsłym, oprócz
technologii stalorytowej, powierzchnie drukujące mają
dużą ilość małych pod względem pojemności zagłębień, tzw. kałamarzyków. Dookoła
każdego kałamarzyka znajduje się nienaruszona powierzchnia formy drukowej,
zwana progami. Wynika z tego, że forma wklęsłodrukowa jest zawsze jakby zrastrowana.
Uzyskanie
zróżnicowanego nasilenia barwy na gotowym druku zależy od objętości farby
przekazywanej z formy na zadrukowywaną powierzchnię, tzn. od objętości
kałamarzyków. Objętość kałamarzyków można zmieniać w różny sposób. Tym samym
rozróżnia się trzy rodzaje form wklęsłodrukowych:
-
głębokościowo zmienne,
-
powierzchniowo zmienne,
-
głębokościowo-
powierzchniowo zmienne.
W formie
głębokościowo zmiennej powierzchnia wszystkich kałamarzyków jest taka sama.
Zmienia się tylko ich głębokość. W formie powierzchniowo zmiennej głębokość
wszystkich kałamarzyków jest taka sama. Zmienia się tylko powierzchnia
kałamarzyków. W formie głębokościowo-powierzchniowo zmiennej zmienia się w
poszczególnych kałamarzykach zarówno głębokość, jak i ich powierzchnia.
Wklęsłe formy
drukowe produkowane są poprzez trawienie powierzchniowe oraz poprzez
grawerowanie mechaniczne i laserowe.
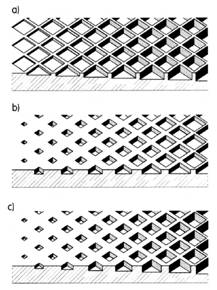
Rys.
6. Trzy rodzaje form wklęsłodrukowych:
a - głębokościowo zmienne,
b - powierzchniowo zmienne, c - głębokościowo-powierzchniowo zmienne
Formy do
drukowania sitowego
Podstawowym
zagadnieniem przy wytwarzaniu form do drukowania sitowego jest dobór
odpowiedniej siatki. Ponieważ siatka stanowi powierzchnię drukującą formy
drukowej, jej jakość wpływa w istotny sposób na jakość druku. Obecnie produkuje
się różnorodne tkaniny przeznaczone na siatki o zróżnicowanych właściwościach,
związanych z procesami drukowania. Są to siatki:
-
z włókien naturalnych:
bawełniane, jedwabne,
-
z włókien syntetycznych:
poliamidowe, poliestrowe,
-
metalowe: z drutu
fosforobrązowego lub stalowego nierdzewnego, poliestrowe powierzchniowo
metalizowane,
-
inne lub kombinowane.
Wymaga się, aby siatki
były w miarę elastyczne, odporne mechanicznie oraz odporne na chemikalia,
stosowane do wytwarzania formy drukowej i w czasie drukowania. Ponadto nie
powinny zmieniać swych właściwości w różnych warunkach atmosferycznych, przy
zmiennej wilgotności i temperaturze otoczenia. Naprężona na ramce z drewna,
metalu lub tworzywa sztucznego sito służy do wykonania formy drukowej.
Wykonanie formy sitodrukowej polega na zasłonięciu oczek w powierzchniach
niedrukujących. Czasem przed wykonaniem formy sitodrukowej trzeba siatkę
odpowiednio przygotować przez oczyszczenie, mechaniczne uszorstkowanie
powierzchni siatki, chemiczną obróbkę siatki. Formę sitodrukową można wykonać:
-
ręcznie,
-
sposobami
fotochemicznymi,
-
sposobami
fotoelektronicznymi.
Wykorzystywane
współcześnie techniki drukowania można podzielić na dwie podstawowe grupy:
-
klasyczne, mechaniczne z
wykorzystaniem nacisku (impact), analogowe,
-
niekonwencjonalne,
elektroniczne, bez nacisku (non-impact), cyfrowe.
Wspólną cechą technik
klasycznych, wykorzystujących nacisk, jest forma drukowa. Forma drukowa jest
definiowana .jako system elementów drukujących i niedrukujących, które metodą
bezpośrednią lub pośrednią za pomocą farby drukarskiej tworzą na podłożu
drukowym wierną kopię znaków pisma i elementów graficznych. Techniki klasyczne
wykorzystujące zasady selektywnego przenoszenia farby drukarskiej za pomocą
formy możemy podzielić na cztery podstawowe grupy:
-
drukowanie wypukłe,
-
drukowanie płaskie,
-
drukowanie wklęsłe,
-
sitodruk.
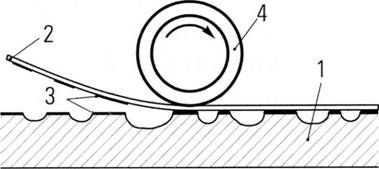
Drukowanie wypukłe charakteryzuje się reliefową formą
drukową. Elementy drukujące są umieszczone powyżej elementów niedrukujących. W
trakcie nanoszenia farby drukarskiej na formę drukową farba zostaje nałożona
tylko na powierzchnię elementów wypukłych (drukujących). Bezpośredni kontakt
pokrytej farbą formy z papierem przy równoczesnym działaniu nacisku powoduje
przeniesienie farby. Drukowanie wypukłe wykorzystywane jest przemysłowo jako
typografia i fleksografia. Typografia jest najstarszą techniką drukowania i do
lat 60-tych i 70-tych XX wieku odgrywała dominującą rolę w całym przemyśle. W
czasach współczesnych j ej znaczenie zmalało. Typografia wykorzystuj e twardą,
nieelastyczną formę i maziste farby drukarskie. Fleksografia jest bardzo
podobna do drukowania typograficznego; różnica polega na tym, że forma drukowa
jest elastyczna, a używana farba ciekła. Fleksografia to technika
wykorzystywana przede wszystkim do zadrukowywania
opakowań.
|
Rys. 7. Drukowanie wypukłe 1 - forma drukowa, 2 - zadrukowywane
podłoże, 3 - farba drukarska, 4 - cylinder dociskowy [19, s. 13]. |
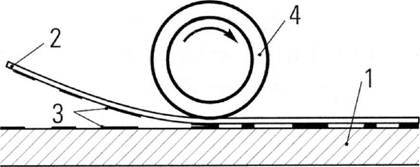
Przy drukowaniu
płaskim elementy drukujące i niedrukujące formy znajdują się pozornie na jednej
powierzchni. Selektywne przenoszenie farby drukarskiej zapewniają odmienne
właściwości fizyczno-chemiczne elementów drukujących i niedrukujących. Te
drugie w wyniku istnienia małej adhezji powierzchniowej nie przenoszą farby
drukarskiej. Współcześnie drukowanie płaskie istnieje przede wszystkim jako
drukowanie offsetowe (z nawilżaniem lub bez), to jest drukowanie z pośrednim
przenoszeniem farby z formy drukowej na papier za pomocą cylindra pośredniego
(offsetowego). Korzystanie z cylindra pośredniego z elastycznym obciągiem
przedłuża żywotność formy i umożliwia reprodukowanie drobnych elementów rysunku
nawet na powierzchniach chropowatych oraz umożliwia drukowanie wykorzystujące
stosunkowo mały nacisk.
Przy drukowaniu
techniką offsetową z nawilżaniem na hydrofilowe elementy niedrukujące nanoszona
jest cienka warstwa wodnego roztworu zwilżającego, który zapobiega przyjmowaniu
oleofilowej (tłustej) farby w trakcie jej nadawania
na formę drukową. Drukowanie offsetowe w państwach o wysokim poziomie rozwoju
poligrafii jest współcześnie najbardziej znaczącą techniką drukowania i ma
największy udział w produkcji poligraficznej. Jego wykorzystanie jest prawie
uniwersalne.
|
Rys. 8. Drukowanie płaskie 1 - forma drukowa, 2 -
zadrukowywane podłoże, 3 - farba drukarska, 4 - cylinder dociskowy [19, s.
13]. |
Przy drukowaniu
offsetowym bez nawilżania (offset bezwodny) przenoszenie farby przez elementy
niedrukujące jest ograniczone dzięki użyciu warstwy z oleofobowego
kauczuku silikonowego, który pokrywa elementy niedrukujące wytwarzając ochronną
(nieprzyjmującą farby) warstewkę oleju silikonowego. Pomimo korzyści płynących
z wysokiej jakości druku, jego rozpowszechnienie jest na razie niewielkie.
Forma drukowa
używana w drukowaniu wklęsłym charakteryzuje się tym, że elementy drukujące znajdują
się poniżej elementów niedrukujących. Po nałożeniu farby na formę drukową jest
ona zgarniana (za pomocą noża zbierającego tzw. rakla) z elementów
niedrukujących. Istnieją trzy odmiany drukowania wklęsłego: rotograwiura
(potocznie zwana wklęsłodrukiem), stalodruk i tampondruk.
Wklęsłodruk to
technika, która umożliwia osiągnięcie wysokiej jakości druku z ilustracjami
barwnymi. Z powodu wysokich kosztów wytwarzania formy (zwykle w postaci
cylindrów) wklęsłodruk przeznaczony jest do produkcji o dużym nakładzie.
Wykorzystywany jest głównie do drukowania barwnych czasopism ilustrowanych,
katalogów, itp. Innym jego zastosowaniem jest zadruk wysokojakościowych
opakowań i wyrobów dekoracyjnych.
Stalodruk jest odmianą, w której uzyskuje się druk jednotonalny
z grawerowanych płyt stalowych. Jest on niezastąpiony przy drukowaniu papierów
wartościowych, znaczków i banknotów (drukowanie giloszy).
Wariantem drukowania wklęsłego jest drukowanie
tamponowe. Można je scharakteryzować jako pośrednie drukowanie wklęsłe z form
(zazwyczaj w postaci płaskich płyt). Dzięki elastycznemu tamponowi
przenoszącemu farbę drukarską możliwe jest zadrukowywanie różnych przedmiotów
(długopisy, zabawki, gadżety, itp.).
|
|

Rys. 9. Drukowanie wklęsłe 1 - forma drukowa, 2 -
zadrukowywane podłoże, 3 - farba drukarska, 4 - cylinder dociskowy [19, s. 13].
Zasadą sitodruku
jest przeciskanie farby raklem przez niezakryte oczka siatki formy drukowej, to
jest przez otwory utworzone metodami manualnymi lub fotomechanicznymi. Sitodruk
wykorzystywany jest w różnych odmianach: jako artystyczny, graficzny,
techniczny, tekstylny oraz sitodruk specjalny. Sitodruk graficzny w poligrafii
ma znaczenie marginalne i uważany jest za technikę uzupełniaj ącą.
Nośnikiem elementów drukujących i niedrukujących formy
jest siatka utworzona z włókien polimerowych lub metalowych. W miejscach
niedrukujących oczka siatki są zakrywane. Szablon wytwarzany jest ręcznie, za
pomocą plotera lub fotochemicznie. Zaletą sitodruku jest prostota maszyny
drukującej, łatwość przygotowania formy, możliwość zadrukowywania płaskich i
zaokrąglonych powierzchni oraz dowolnego podłoża, przy czym można uzyskać
bardzo grube warstwy farby. Do sitodruku stosuje się proste urządzenia ręczne,
maszyny półautomatyczne, bądź wysoko wydajne automaty. Sitodruk w praktyce nie
ma ograniczeń formatowych. Jest wykorzystywany szczególnie w przypadku
drukowania małych nakładów. Współcześnie sitodruk należy do najbardziej
rozpowszechnionych technik drukowania, w różnych gałęziach usług poza przemysłem
poligraficznym.
|
|
|
Rys.
10. Drukowanie sitowe 1 - forma
drukowa, 2 - zadrukowywane podłoże, 3 - farba drukarska, 4 - cylinder
dociskowy, 5 - rakiel [19, s. 13]. |
Drukowanie typooffsetowe
W drukowaniu typooffsetowym zespół drukujący jest prawie identyczny jak
przy drukowaniu offsetowym. Jedyną różnicą jest inne mocowanie form w cylindrze
formowym. W tym przypadku stosuje się cienkie formy chemigraficzne,
stereotypowe, a obecnie polimerowe i cylinder formowy jest przystosowany do ich
mocowania. Zespół farbowy jest identyczny jak w maszynach offsetowych i
typograficznych, dostosowany do farb typu olejowego
0
lepkości większej niż w
drukowaniu typograficznym, ale mniejszej niż w drukowaniu offsetowym. Zespołu zwil ż aj ącego w maszynach typooffsetowych nie stosuje si ę.
W drukowaniu typooffsetowym stosuje się takie same
naciski jak drukowaniu offsetowym. Jednak ze względu na stosowanie form
wypukłych uzyskuje się znacznie większe zniekształcenia powierzchni drukujących
i tym samym gorszą jakość odbitek niż offsetowych. Niszczenie form typooffsetowych następuje głównie przez ścieranie. Jednak
dzięki stosowaniu mniejszych nacisków niż w drukowaniu typograficznym oraz ze
względu na stykanie się form drukowych z gładką powierzchnią obciągu gumowego,
wytrzymałość drukowa form jest znacznie większa niż w drukowaniu
typograficznym. Ze względu na te cechy drukowanie typooffsetowe
znalazło zastosowanie głównie do zadrukowywania opakowań, w których gorsza
jakość nadruku niż przy drukowaniu offsetowym jest dopuszczalna. Drukowanie typooffsetowe stosuje się też do zadrukowywania kształtek.
Uzyskuje się nadruk o dobrej, jak na potrzeby kształtek, jakości.
Technologie określane
mianem cyfrowych dzielą się na dwie duże grupy
-
system naświetlający formy
drukowe we własnym zakresie (nazywana CtPs - computer-to-press, DI - Direct Imaging),
-
system całkowicie
cyfrowy (CtPt - computer-to-print),
który działa w technologii: atramentowej, elektrofotograficznej, elektroinkowej, elkograficznej
lub laserowej.
W systemie DI
forma drukowa powstaje wprost z danych cyfrowych. Poza tym drukowanie odbywa
się analogicznie jak w konwencjonalnym offsecie. Drukowanie CtPs
eliminuje więc potrzebę sporządzania form drukowych metodami klasycznymi lub w
systemie CtP. Technologia DI łączą zalety offsetu z
elastycznością druku cyfrowego umożliwiając szybkie generowanie form drukowych,
a następnie odbitek, przy jakości offsetowej. Maja one jednak wadę, jaka jest
niemożność stosowania personalizacji.
Przy systemach
typu CtPt forma drukowa we właściwym znaczeniu tego
słowa nie istnieje lub jest tworzona przed wykonaniem każdej odbitki. Obraz
tworzony jest z wykorzystaniem zasad elektrofotografii, ink-jet,
jonografii, magnetografii, drukowania
elektrostatycznego i innych technologii. Zamiast farby drukarskiej stosowane sa suche
1
mokre tonery oraz różne
typy farb atramentowych. Odbitka może być dzięki temu natychmiast poddawana
dalszej obróbce. Przy tworzeniu obrazu nie stosuje się dużego nacisku.
Technologia CtPt umożliwia personalizacje druków.
Przyrządzanie maszyny drukarskiej oraz wykonanie odbitek
próbnych
W tradycyjnych
technikach drukarskich występuje operacja technologiczna pomiędzy wykonaniem
formy drukowej, a wykonaniem pierwszej dobrej odbitki drukarskiej. Nosi ona nazwę
przyrządzania drukarskiego, a uzyskane w jego trakcie wydruki nazywamy
odbitkami próbnymi mokrymi. W trakcie operacji wykonania procesu przyrządzania
wykonywane są m.in. następujące czynności:
-
kontrola formy drukowej,
-
ewentualna korekta formy
drukowej,
-
założenie formy drukowej
na cylinder drukowy,
-
dobieranie koloru farby
drukarskiej,
-
„zarobienie"
maszyny farbą,
-
wydruk odbitek próbnych,
-
korekta kolorystyczna
odbitek próbnych,
-
korekta położenia i
pasowania obrazu na odbitce.
Po uzyskaniu pierwszej dobrej
odbitki drukarskiej mówimy o drukowaniu nakładu. Przyrządzenie maszyny
drukarskiej oraz wykonanie odbitek kontrolnych wiąże się z pewnymi stratami
papieru, które należy wkalkulować podczas obliczania zapotrzebowania
materiałowego.
4. Charakteryzowanie
procesów introligatorskich
Produkty procesów
drukowania występują w postaci: wstęgi zwiniętej w zwój, arkuszy w stosie lub
kształtek. Kształtki nie podlegają procesom introligatorskim. Czasem wstęga w
maszynie drukującej nie ulega zwinięciu w zwój, lecz dzięki zastosowaniu
dodatkowych urządzeń w maszynie drukującej podlega procesom introligatorskim.
Wtedy introligatornia uzyskuje z maszyny drukująco-introligatorskiej już gotowe
składki. Procesy introligatorskie mogą być bardzo zróżnicowane. Każdy rodzaj
produktu poligraficznego może wymagać przeprowadzenia innych procesów. Operacje
introligatorskie można podzielić na kilka grup, ale z punktu widzenia
technologii najbardziej logiczny jest podział obejmujący:
-
jednostkowe operacje
introligatorskie,
-
operacje wykończania i
uszlachetniania produktów,
-
operacje oprawiania.
Introligatorskie procesy
jednostkowe
Są to poszczególne operacje technologiczne wykonywane
najczęściej na akcydensach oraz publikacjach. Wspólną cechą operacji jednostkowych
jest wykorzystanie tylko jednego rodzaju materiału najczęściej w formie
arkusza. Najczęściej stosowane w introligatorstwie operacje jednostkowe to:
Arkusze dostarczane do introligatorni z maszyn
drukujących są uformowane w stosy. Jednak poszczególne arkusze w tak
uformowanych stosach mają pewne przesunięcia, ich boki nie tworzą idealnych
płaszczyzn. Te przesunięcia mogą dochodzić do 5 mm. W
pewnych operacjach technologicznych wykonywanych bezpośrednio po drukowaniu
takie przesunięcia nie przeszkadzają. Jednak, gdy arkusze mają być przekrawane
przy użyciu krajarek jednonożowych, trzeba arkusze w stosie dokładnie wyrównać.
Gdyby tego nie wykonać, to jakość dalszej obróbki byłaby nie wystarczająca.
Operacja wyrównywania wykonywana jest z reguły za pomocą maszyn zwanych wyrównywarkami lub utrząsarkami.
Obie te
technologie prowadzą do podziału materiału na części. Różnica występuje w
sposobie wykonania tego podziału. Krojenie wykonuje się nożem, który przechodząc
przez element przekrawa go nie powodując rozdrobnienia. Po przekrojeniu obie
części podzielonego elementu pasują do siebie. Cięcie wykonuje się za pomocą
piły lub freza. W związku z tym następuje
rozdrobnienie ciętego materiału, powstają opiłki, trociny strzępki, itp. Po
przecięciu materiału oba jego elementy nie pasują do siebie. Operacje krojenia
i cięcia można podzielić jeszcze bardziej precyzyjnie na:
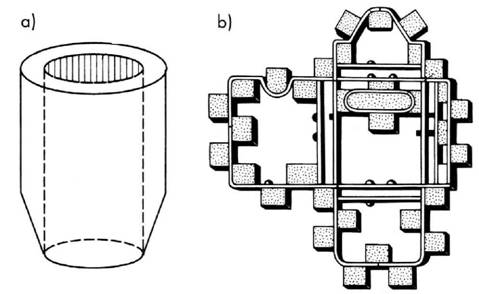
· Wykrawanie stosuje się w przypadkach, gdy zachodzi
potrzeba krojenia wzdłuż linii krzywych, łamanych lub o dowolnym kształcie. Do
wykrawania stosuje się wykrawarki, których integralną część stanowi wykrojnik.
Wykrojniki stosowane w introligatorstwie dzielimy na: przelotowe, płytowe oraz
rotacyjne. W zależności od wykonywanej pracy dobiera się jeden z rodzajów
wykrawania oraz projektuje się i wykonuje indywidualny wykrojnik. Operacje
wykrawania są charakterystyczne dla produkcji m.in. opakowań. Wykrojniki
przelotowe stosowane są do wykrawania mniej skomplikowanych kształtów i
mniejszych formatów, ale w dużych nakładach. Stosy etykiet, nalepek, itp.
przepycha się przez wykrojnik, a odpad pozostaje na zewnątrz. Wykrojniki
płytowe wykonuje się na płycie ze sklejki lub tworzywa sztucznego. Mogą mieć
skomplikowany kształt i duży format, ale wykrawanie odbywa się pojedynczymi
arkuszami.
|
Rys. 11. Wykrojniki: a - przelotowy, b -płytowy [17, s.
201]. |
Przekrawanie, czyli
krojenie wzdłuż linii prostych. Operacja ta jest najczęściej stosowana w
introligatorstwie, realizowana jest przy pomocy: krajarek jednonożowych, krajarek
trój nożowych, nożyc introligatorskich, noży krążkowych oraz bobiniarek.
|
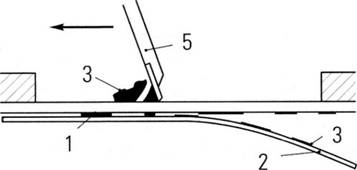
Rys. 12. Zasada krojenia arkuszy na krajarce jednonożowej
[19, s. 245] |
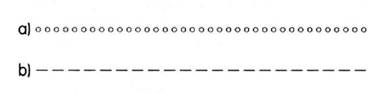
Perforowanie wykonuje się w celu osłabienia materiału wzdłuż
założonej linii, aby przedarcie nastąpiło w odpowiednim miejscu. Perforowanie
można uzyskać poprzez wykonanie szeregu dziurek lub odcinkowych przekrawań.
|
Rys. 13. Wygląd perforacji przez dziurkowanie (a) i
odcinkowe przekrawanie (b) [17, s. 202]. |
· Nadkrawanie polega na wykonaniu krojenia na niecałej
grubości wyrobu papierowego. Wykonuje się je w celu ułatwienia złamywania
grubych tektur oraz w przypadku nadkrawania materiałów samoprzylepnych. Do
nadkrawania stosuje się wykrojniki płytowe, przelotowe oraz krążkowe.
· Wiercenie wykonuje się w celu uzyskania dziurek w
stosach wyrobów papierowych. Wiertła wykonane są z zaostrzonej rurki stalowej.
Wykonane krążki są odpadem i usuwane są przez środkowy otwór wiertła.
Złamywaniem nazywa się
zgięcie arkusza lub wstęgi i przyciśnięcie zgięcia w celu uzyskania trwałego
śladu zwanego złamem. Po złamaniu arkusza uzyskujemy
składkę. Złamywanie wykonuje się w celu zmniejszenia formatu lub uzyskania
uformowania arkusza w odpowiedni produkt introligatorski. Z powstałej składki
można uzyskać część wkładu w oprawie, gazetę, pudełko, torbę itp.. Złamywanie
wykorzystuje się w procesach introligatorskich równie często jak krojenie. Jest
to więc równie ważna operacja jednostkowa. Operacja złamywania jest łatwa do
wykonania ręcznego. Wystarczy przewrócić część arkusza o 180° z wytworzeniem
fałdy w odpowiednim miejscu i przygnieść powstałą fałdę. Ze względu na dużą
ilość wykonywanych w introligatorstwie operacji złamywania, wykonuje się je
maszynowo. Wszystkie rodzaje maszyn złamujących najpierw powodują utworzenie
fałdy, która zostaje następnie ściśnięta przez walce. Złamywanie arkuszy
wykonuje się w złamywarkach:
· nożowych (arkusze),
· kasetowych (arkusze),
· lejowych (wstęga),
· klapowo-bębnowych(wstęga).
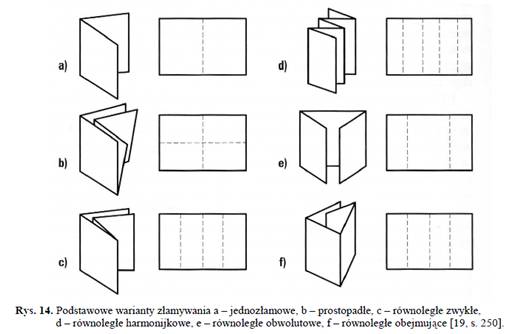
· Według sposobu złamywania rozróżniamy złamywanie:
· jednozłamowe - druki na złamywarkach
arkuszowych lub na zwojowych maszynach drukujących składane są na pół za pomocą
jednego złamu,
· prostopadłe - naj częściej
wykorzystywane j est do złamywania produkcj i dziełowej,
· równoległe zwykłe - wykorzystywane jest do formularzy,
ulotek, prospektów,
· równoległe harmonijkowe - wykorzystywane jest do
składania formularzy lub map, prospektów, druków reklamowych,
· równoległe obejmujące - wykorzystywane jest do
składania wymagających wkładek książkowych, prospektów, druków reklamowych,
· równoległe obwolutowe - jest wykorzystywane do
składania 12 i 24 stronicowych elementów (głównie formaty kwadratowe).
Komplet liczba
wykonanych składek jest wykorzystywany do wykonania wkładu. Składki te stanowią
podstawową część wkładu i dlatego nazywa się je składkami podstawowymi. Sposób
złamywania składek podstawowych i rozmieszczenie poszczególnych kolumn na
arkuszu muszą być odpowiednio dopasowane, tak aby w składce uzyskać kolejność
stronic. Składki podstawowe mogą mieć różne formaty. Formatem oprawy nazywa się
dwa wymiary
-
szerokość i wysokość.
Wysokością oprawy i jej części nazywa się odległość od boku górnego do dolnego.
Szerokość oprawy i jej części jest to odległość od grzbietu do boku przedniego.
Grubość oprawy i jej części jest to odległość od części przedniej do tylnej.
Spotykane formaty
składek, a tym samym również wkładów i opraw, można podzielić na cztery grupy:
popularne, wąskie, kwadratowe i albumowe.
 Formaty popularne mają wysokość o co najmniej 20 mm
większą od szerokości, ale mniej niż dwukrotnie. Formaty wąskie mają wysokość
co najmniej dwukrotnie większą niż szerokość. Formaty kwadratowe mają różnicę
między wysokością a szerokością mniejszą niż 20 mm.
Formaty albumowe mają szerokość o co najmniej 20 mm większą od wysokości.
Formaty popularne mają wysokość o co najmniej 20 mm
większą od szerokości, ale mniej niż dwukrotnie. Formaty wąskie mają wysokość
co najmniej dwukrotnie większą niż szerokość. Formaty kwadratowe mają różnicę
między wysokością a szerokością mniejszą niż 20 mm.
Formaty albumowe mają szerokość o co najmniej 20 mm większą od wysokości.